
















































You have a formula that works. You have an audience that trusts you. You have a vision for what the bottle should look like — complete with a hand-drawn sketch, mood boards, even draft engineering drawings. And then you hit a wall.
The manufacturer says it can’t be done. Or worse — they say yes, produce a sample, and the embossed logo comes out blurry, the neck finish doesn’t match the dropper you already sourced, and your launch window disappears into a cycle of back-and-forth that eats months and margin.
This is one of the most common — and most expensive — problems facing DTC skincare brands today. Custom cosmetic packaging is not simply a design exercise. It is a manufacturing system. And the difference between a brand that scales elegantly and one that stalls at its own packaging bottleneck often comes down to a single question: do you have a partner who understands both the creative ambition and the engineering constraints?
In this success story, we document how Jarsking worked alongside a fast-growing, influencer-led skincare brand targeting the European market to transform an ambitious multi-SKU packaging vision into a fully engineered, mold-committed, scalable production system — across custom luxury glass dropper bottles, lip applicator bottles, and double-layer embossed aluminum cosmetic jars.
Here is what you will learn: how to navigate design-for-manufacturability (DFM) for complex embossed logos, why standardizing your neck finish across SKUs matters more than most brands realize, how sampling should function as engineering — not aesthetics — and why a one-stop packaging partner changes everything when you are managing multiple materials at once.
Packaging is not a SKU. It’s a system. This is the story of how one brand built theirs.
Client Overview: An Influencer-Led Brand With a European Ambition
The brand at the center of this story is a fast-growing skincare company with a clear market position: bringing regionally inspired botanical beauty rituals to the European consumer. Their messaging centers on natural ingredients, cruelty-free formulations, and the kind of sensory storytelling — through texture, scent, and visual identity — that performs exceptionally well on short-form video and social storefronts.
The founding team reflects this duality well. A creative and marketing lead drives brand strategy, content direction, and community engagement. A technical co-founder anchors product development and supplier relationships, arriving at every conversation with a detailed understanding of formulations, specifications, and manufacturing requirements. Together, they operate with a pace and clarity that is rare in early-stage beauty: they know what they want, they communicate efficiently, and they hold their packaging partners to a high standard of both quality and responsiveness.
Operationally, the brand’s supply chain spans regions. Products are filled in North America, while the primary commercial market is Europe — a distribution model that creates specific demands around lead times, documentation, logistics sequencing, and packaging durability in transit. Their sales engine is primarily direct-to-consumer: online storefronts, social commerce, and content-led discovery through platforms where packaging is the first physical touchpoint a customer has with the brand.
This is precisely why packaging had become a strategic priority, not merely a procurement decision. A generic bottle does not survive the unboxing ritual. It does not hold up to the scrutiny of a close-up lens on a product review. For a brand competing on premium positioning in a crowded European skincare landscape, the packaging needs to look the part and perform at scale.
They came to Jarsking with a full project load: multiple SKUs across two material families, a highly detailed logo they needed embossed on glass and aluminum, and a clear expectation — high quality, high service, and a partner who would not disappear after the sample stage.

The Challenge: Why Previous Suppliers Couldn't "Land" the Idea
"Looks Simple" vs. "Can Be Manufactured"
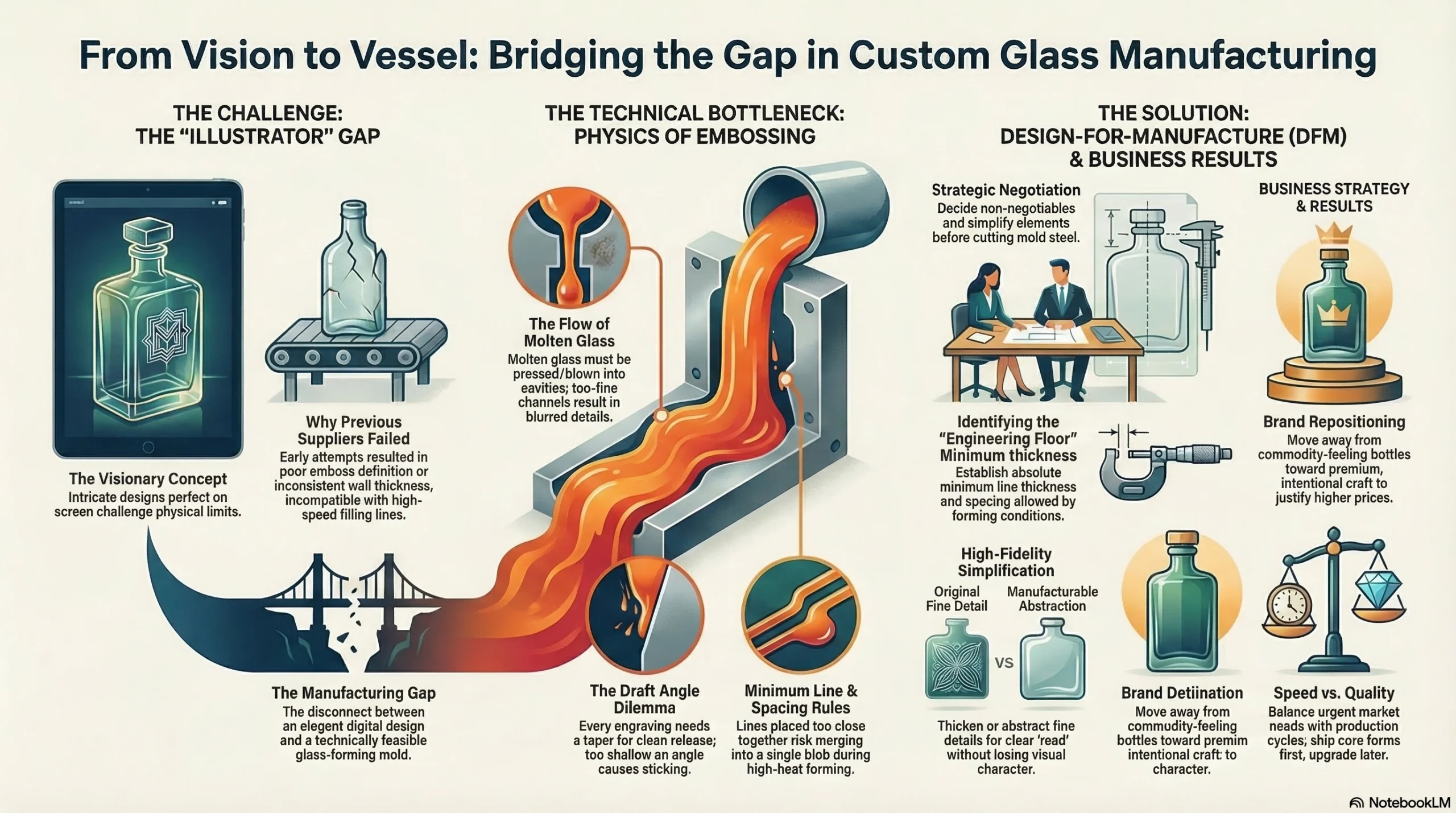
The client’s bottle vision was strong and distinctive: a structured, square-profile glass bottle with a signature embossed logo — a detailed face illustration surrounded by radiating lines, drawn with the kind of fine-line intricacy that reads beautifully on a flat label or a screen. The challenge is that glass does not behave like a screen.
Prior attempts to bring this design to life had produced encouraging sketches and early-stage conversations, but no supplier had been able to deliver stable execution. The bottles that came back either lacked the emboss definition the brand needed, or the mold geometry introduced inconsistencies in wall thickness that affected filling-line compatibility. The concept was clear. The manufacturing path was not.
This is one of the most misunderstood gaps in custom cosmetic packaging development. A design that looks elegant in Illustrator can be technically complex — or even temporarily unfeasible — when translated into a glass-forming mold. The gap between “the idea” and “the manufacturable object” is where most projects stall.
The Technical Bottleneck: Embossing a Detailed Logo on Glass
To understand why embossing on glass is genuinely difficult, it helps to understand the physics involved.
When molten glass is pressed or blown into a mold, it flows under heat and pressure into the mold cavity. Fine lines — the kind that create intricate illustration details — must be engraved into the mold at the correct depth and draft angle (the slight taper that allows the glass to release cleanly once it solidifies). If the lines are too fine, the glass does not fully fill the engraved channel, and the emboss appears blurred or incomplete. If the draft angle is too shallow, the glass sticks in the mold and the detail tears on release. If the lines are too close together, they can merge entirely during forming.
This means the correct approach is not “try it and see” — it is a structured design-for-manufacture (DFM) negotiation before any mold steel is cut. The brand and the manufacturer must align on:
What must stay: the logo elements that are non-negotiable for brand identity
What can simplify: fine details that can be thickened or slightly abstracted without losing the visual character
Minimum line and spacing rules: the engineering floor below which reliable emboss formation is not possible given the glass thickness and forming conditions
Without this conversation, brands burn time and money on mold iterations that were never going to work as designed.
Business Pressure: Speed and Brand Upgrade Together
The packaging upgrade was not happening in a vacuum. It was directly tied to a brand repositioning effort — a deliberate step away from the generic, commodity-feeling bottles that the brand had used in its early phase, toward packaging that signals premium, intentional craft. Every week of delay was a week of selling a product in packaging that no longer reflected the brand’s ambition or its price point.
This created a pragmatic constraint that Jarsking had to design around: not every SKU could wait for a full post-processing cycle before first shipment. The launch plan required flexibility — an initial urgent delivery in core form, with upgraded finishing to follow in subsequent production cycles. The partner had to understand not just manufacturing, but business timing.
Project Scope: A Multi-SKU Custom Packaging System
The scope of this engagement was not a single bottle. It was a coordinated packaging system across five distinct SKU configurations — three glass bottle formats, multiple closure types, and a double-layer aluminum jar family. Here is the full spec overview:
SKU System Specification Table
| # | SKU Name | Product Application | Volume | Container | Neck Finish | Closure Type | Project Status |
|---|---|---|---|---|---|---|---|
| 1 | Glass Dropper Bottle | Serum | 45 ml | Custom square glass | Standard | Dropper assembly | New shape confirmed; mold production initiated |
| 2 | Glass Bottle with Cap | Toner | 95 ml | Custom square glass | Standard | ABS screw cap | New shape confirmed; cap material locked as ABS |
| 3a | Glass Bottle with Applicator | Lip product | 20 ml | Custom square glass | 15/415 | Applicator stick (41 mm); brush pending | Neck confirmed; stick confirmed; brush samples in review; cap mold required |
| 3b | Glass Bottle with Dropper | Serum | 20 ml | Custom square glass | 15/415 | Dropper collar | Dropper collar mold required for 15/415 fitment |
| 3c | Glass Bottle with Metal Stick | Serum | 20 ml | Custom square glass | 15/415 | PP cap + stainless steel stick and ball | Extra option; under review |
| 4 | Double-Layer Aluminum Jar | Facial cream + Mask | 85 ml | Aluminum jar | — | Embossed lid | Top emboss mold confirmed; artwork updated; deposit paid; emboss line on cap adjusted |
The Jarsking Approach: A Phased Journey From "Can It Be Made?" to Scalable Production
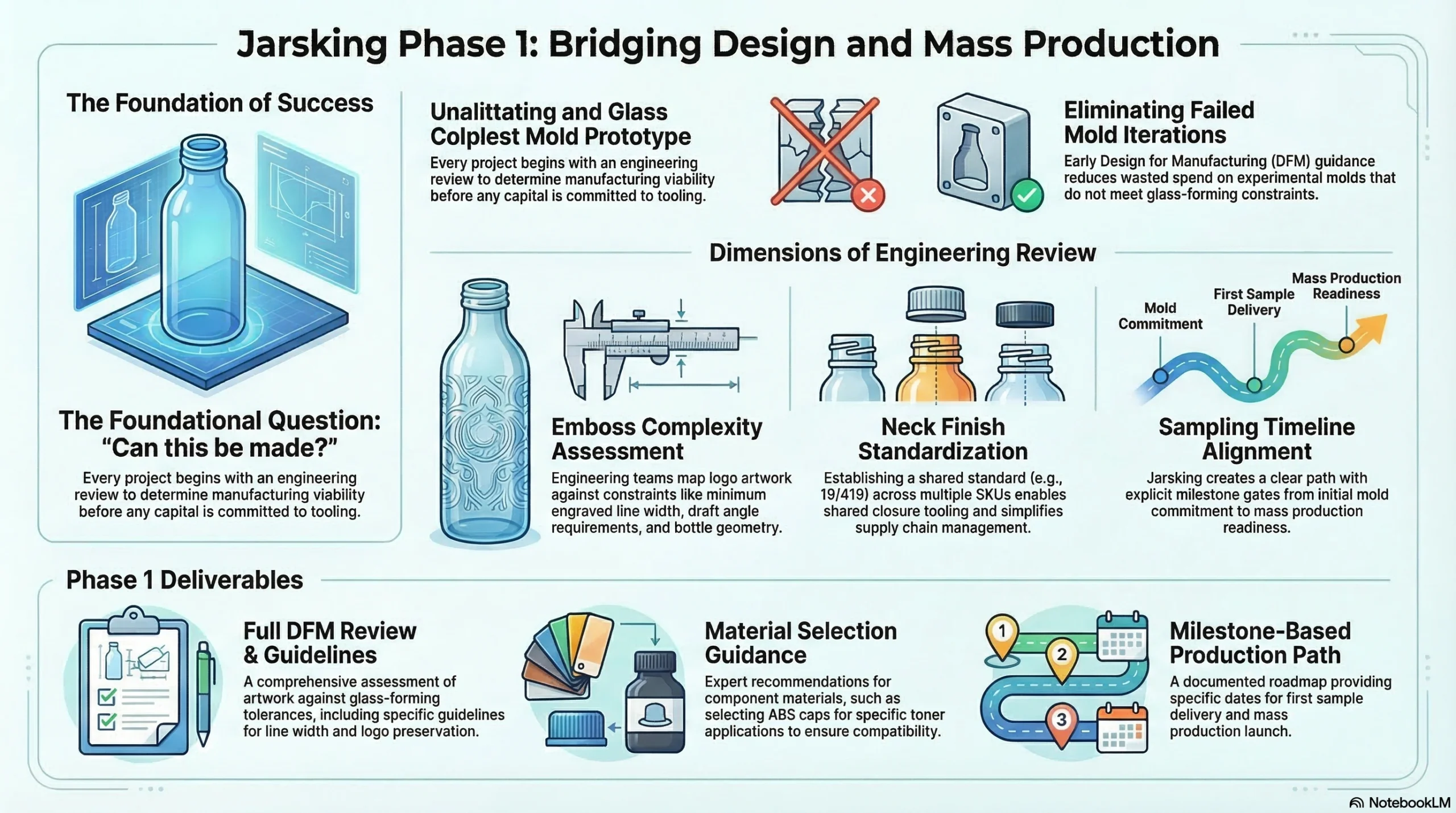
Phase 1 — Feasibility and Trust Building (DFM + Engineering Review)
For this brand, the feasibility review covered several dimensions simultaneously:
Emboss complexity assessment: Jarsking’s engineering team reviewed the logo artwork and mapped it against known glass-forming constraints — minimum engraved line width, draft angle requirements for the logo face illustration, and the interaction between the logo placement and the bottle’s square profile geometry.
Fitment and neck confirmation plan: With five SKUs requiring closure compatibility, establishing a shared neck finish standard early was critical. The 15/415 designation was confirmed across the three 20 ml bottles, enabling shared closure tooling and simplified supply chain management.
Sampling timeline alignment: The brand’s launch window required a clear path from mold commitment to first sample delivery to mass production readiness. Jarsking mapped this path explicitly, setting expectations for each stage rather than offering vague lead time estimates.
What Jarsking delivers in the feasibility phase:
✅ Full DFM review of emboss artwork against glass-forming tolerances
✅ Minimum line width and spacing guidelines for logo preservation
✅ Neck finish standardization recommendation across SKU family
✅ Mold path and sampling timeline with milestone gates
✅ Material selection guidance (e.g., ABS cap for toner application)
Phase 2 — Sampling That De-Risks the Project (Trial Molds → Refinement)
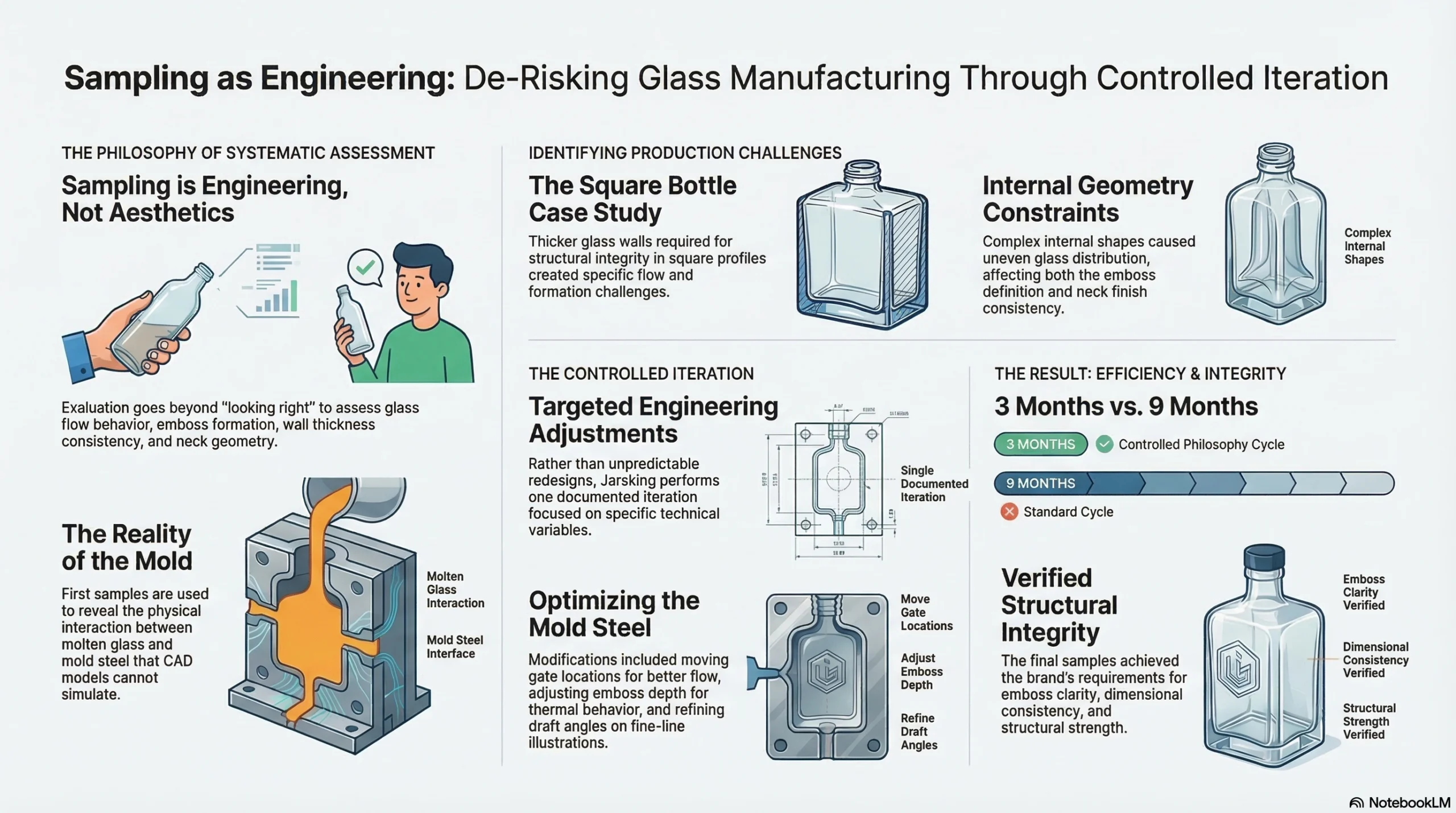
When the first trial samples came off the mold for the structured glass bottle family, the evaluation was not merely “does it look right?” It was a systematic assessment of glass flow behavior, emboss formation quality, wall thickness consistency, and neck geometry accuracy. First samples reveal what CAD models cannot — the real interaction between molten glass and mold steel under production conditions.
In this project, early production revealed that the combination of thicker glass walls (required for the structural integrity of the square bottle profile) and the internal geometry created specific flow and formation challenges. The glass was not distributing evenly through certain sections of the mold cavity, which affected both the emboss definition and the dimensional consistency of the neck finish.
Rather than cycling through multiple rounds of unpredictable redesign, Jarsking’s approach was deliberate: one controlled iteration with documented changes. The mold adjustments were targeted — modifying the gate location to improve glass distribution, adjusting the emboss depth in specific logo zones to account for the thermal behavior at those positions, and refining the draft angles on the fine-line elements of the illustration. The second sample set came back with the emboss clarity, dimensional consistency, and structural integrity the brand required.
This controlled sampling philosophy is what separates a 3-month development cycle from a 9-month one.
Phase 3 — Fitment Engineering Across SKUs (Standardizing the System)
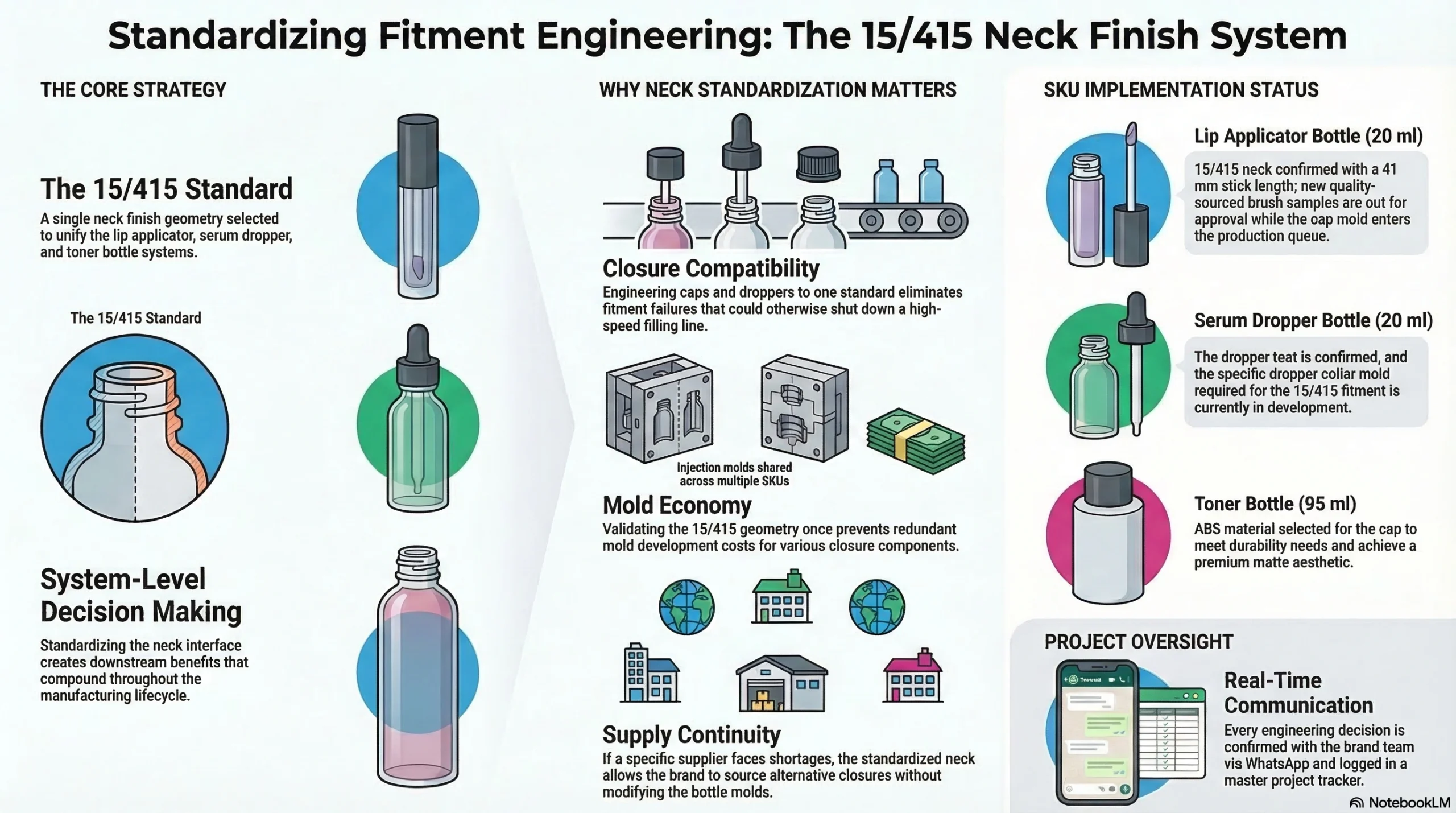
The decision to standardize on the 15/415 neck finish across three SKUs — the lip applicator bottle, the serum dropper bottle, and the metal stick option — was a system-level decision with downstream benefits that compounded throughout the project.
Here is why neck standardization matters more than most brands realize:
Closure compatibility: A single neck finish means that caps, dropper collars, and applicator assemblies are all engineered to the same dimensional standard. This dramatically reduces the risk of fitment failures on the filling line — a single incompatible closure can shut down an entire production run.
Mold economy: When the 15/415 neck geometry is confirmed once and validated across multiple SKUs, you are not paying for redundant mold development. The dropper collar mold for the serum bottle and the cap mold for the applicator bottle share the same neck interface, reducing total tooling investment.
Supply continuity: Standardized neck finishes mean that if one closure component is temporarily unavailable from a supplier, a compatible alternative can be sourced without modifying the bottle mold.
For this brand specifically, the fitment engineering phase resolved several concurrent decisions:
Lip applicator bottle (20 ml): 15/415 neck confirmed; applicator stick length confirmed at 41 mm; brush samples from a new quality source dispatched for approval; cap mold in queue for 15/415 production.
Serum dropper bottle (20 ml): Dropper teat confirmed; dropper collar mold required for 15/415 fitment — in development.
Toner bottle (95 ml): Cap material selected as ABS based on functional requirements (durability, chemical compatibility with toner formulations) and aesthetic preference for a matte, premium-feeling closure.
Each decision was documented, confirmed with the brand team via WhatsApp updates in real time, and fed into the master project tracker.
Phase 4 — Brand-Impact Finishing: Functional and Marketable Post-Processing
For this brand, post-processing served a dual purpose. The first was functional: active skincare formulations — particularly serums with vitamin derivatives or botanical extracts — are sensitive to UV exposure. A protective coating on the glass (sometimes referred to in the industry as an anti-UV or blue-light protective treatment) extends shelf stability and protects formula efficacy, particularly important for products distributed across Europe where supply chain transit times can be extended.
The second purpose was commercial: the difference between a frosted glass surface and a clear glass surface is not merely tactile — it is a positioning signal. Frosted finishes communicate refinement and intentionality. They photograph differently, feel different in the hand, and distinguish a bottle on a retail shelf or in a content frame. Jarsking helped the brand map frosted versus clear differentiation across the SKU family, ensuring that the finishing decisions aligned with both the product tier and the content strategy.
The pragmatic launch reality was also accommodated. For the first urgent shipment — the one tied to the brand’s repositioning timeline — core bottles would ship in their base form, with full post-processing applied to ongoing production cycles. This phased finishing approach allowed the brand to hit its commercial window without sacrificing the long-term packaging standard.

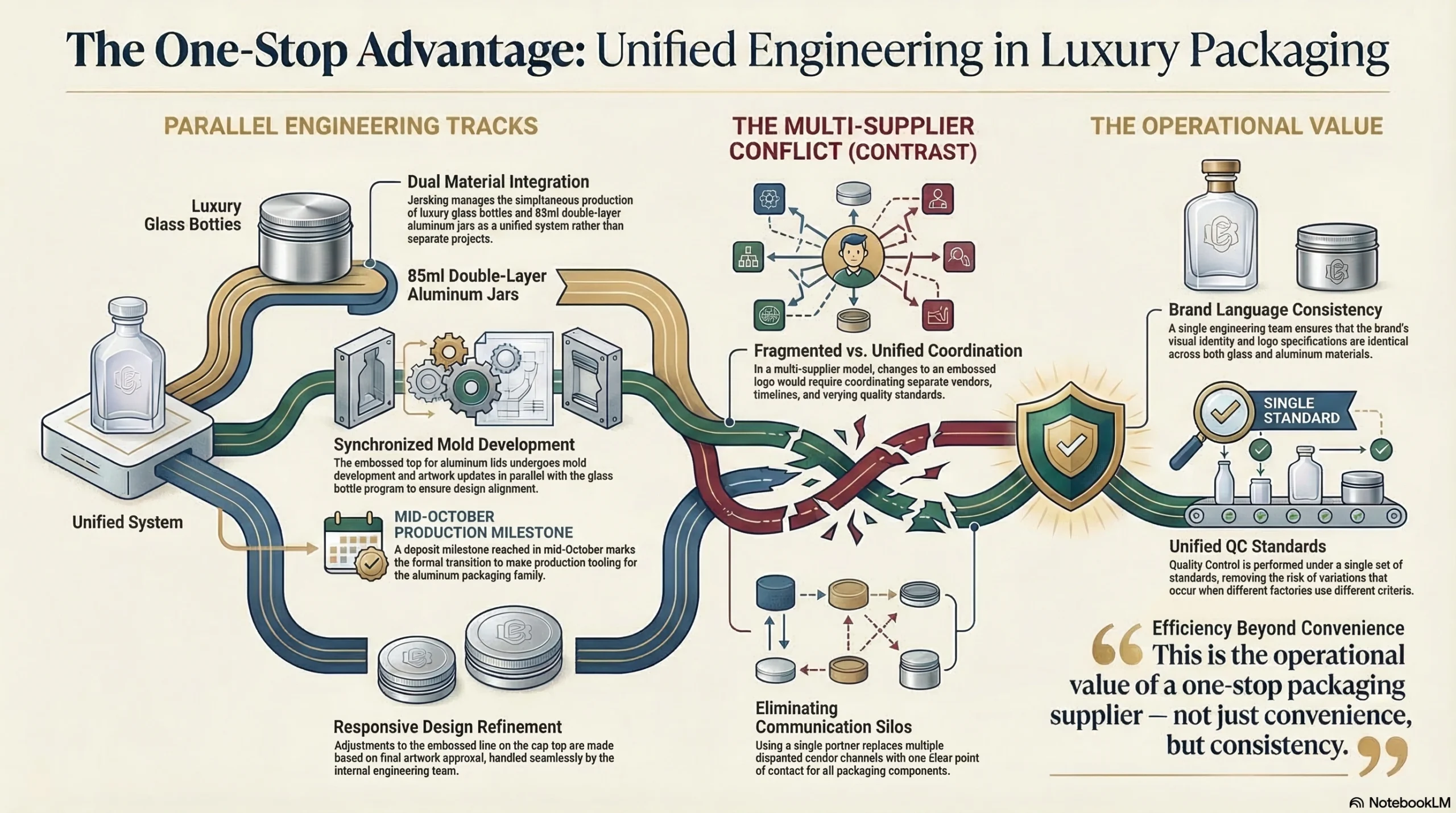
Phase 5 — One Partner for Glass, Aluminum, Accessories, and Logistics
The 85 ml double-layer aluminum jars — used for both the facial cream and the mask product — required their own engineering track. The embossed top (the raised logo on the lid) went through its own mold development process, with artwork updates coordinated in parallel with the glass bottle program. A deposit milestone was reached in mid-October, marking the formal commitment to mass production tooling for the aluminum family. The embossed line on the cap top was subsequently adjusted based on final artwork approval — a refinement that, in a multi-supplier model, would have required coordination across separate vendors, separate timelines, and separate QC standards.
With Jarsking as the single packaging partner, the brand’s logo language remained consistent across glass and aluminum. The emboss specifications were managed by one engineering team. The QC standards were unified. The communication went through one channel.
This is the operational value of a one-stop packaging supplier — not just convenience, but consistency.
Timeline and Milestones: From First Contact to Mold Commitment
The project timeline reflects a fast-moving but methodical progression from concept to confirmed production. Here is the milestone map based on project documentation:
Project Timeline Overview
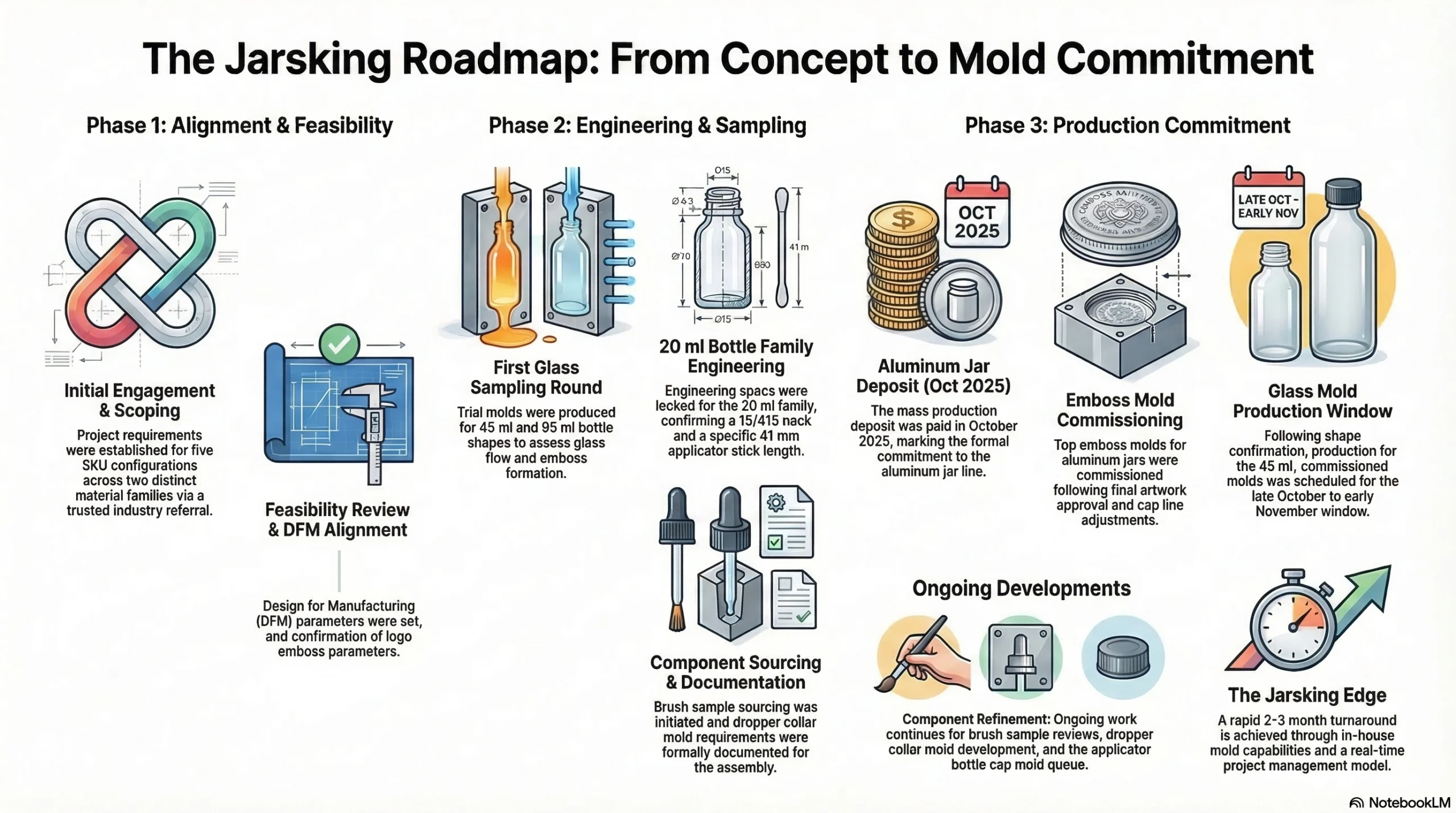
📌 Initial engagement: Client referred via trusted industry network; project requirements scoped across five SKU configurations and two material families
📌 Feasibility review + DFM alignment: Logo emboss parameters confirmed; 15/415 neck standardization agreed; sampling timeline established
📌 First sampling round (glass bottles): Trial molds produced for 45 ml and 95 ml bottle shapes; glass flow and emboss formation assessed; mold adjustments identified
📌 20 ml bottle family — neck and fitment engineering: 15/415 neck confirmed; applicator stick length (41 mm) confirmed; dropper collar mold requirements documented; brush sample sourcing initiated
📌 Aluminum jar emboss mold — commitment: Top emboss mold confirmed and commissioned; artwork finalized and updated; emboss line on cap adjusted per final approval
📌 Deposit milestone — aluminum jars: Mass production deposit paid (October 2025), marking formal production commitment
📌 Glass bottle shape confirmation + mold production window: Both the 45 ml and 95 ml shapes confirmed; mold production scheduled for the late October to early November window
📌 Ongoing: Brush sample review in progress; dropper collar mold in development; cap mold for applicator bottle in queue
The total arc from initial engagement to active mold production commitment spans approximately two to three months — a timeline made possible by Jarsking’s in-house mold capabilities and a project management model that keeps every stakeholder aligned in real time.
Results: What Success Looks Like in B2B Custom Packaging
Operational Wins
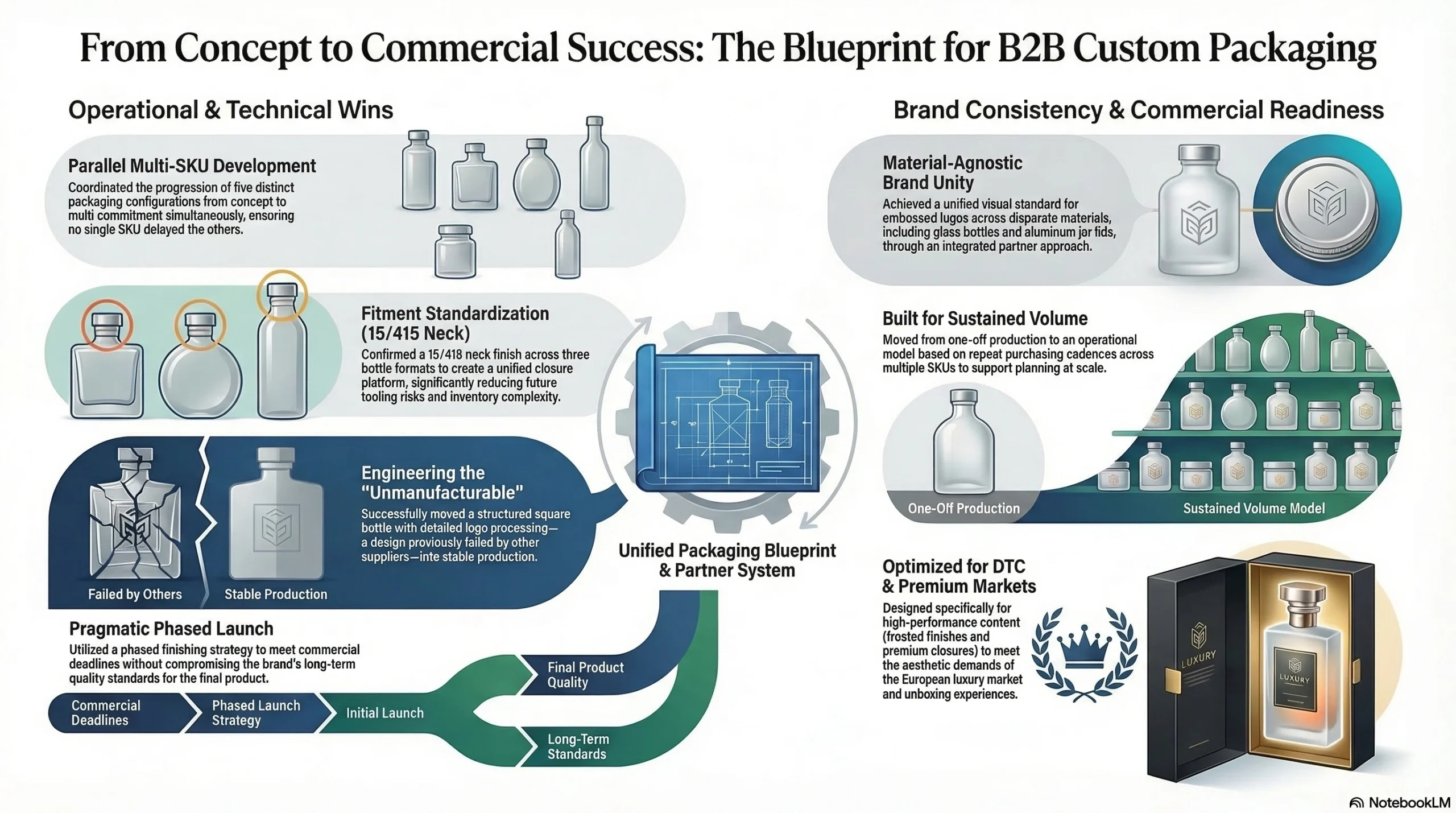
Multi-SKU system moving in parallel: All five packaging configurations progressed from concept to mold commitment within a coordinated timeline — no SKU was blocking another.
Fitment standardization achieved: The 15/415 neck finish was confirmed across three bottle formats, creating a unified closure platform and reducing future tooling risk.
Brand consistency across materials: The embossed logo appears on both the glass bottles and the aluminum jar lids, executed to a unified visual standard — something only a single integrated partner can reliably deliver.
Pragmatic launch sequencing: The phased finishing strategy allowed the brand to meet its commercial window without compromising its long-term packaging quality standard.
Technical resolution of a previously unmanufacturable concept: The structured square bottle with detailed logo emboss — a design that had not successfully reached stable production with previous suppliers — was engineered to manufacturability.
Commercial Readiness
The internal project documentation reflects planning at scale — a repeat purchasing cadence across multiple SKUs that speaks to an operational model built for sustained volume, not one-off production. The packaging system being built is designed for DTC content performance (frosted finishes, premium closures, consistent brand language across products) and for the premium positioning the European market demands.
Brands that invest in packaging systems — rather than individual bottles — are the ones that show up consistently on shelves, in unboxing videos, and in repeat purchase cycles. That is what this engagement was built to enable.
What Brands Can Learn: A Practical Checklist
This story contains lessons that apply to any skincare or beauty brand planning a custom packaging program. Here are the key principles distilled into actionable guidance.
If Your Logo Is Complex, Ask for DFM Rules Before You Design the Mold
Request minimum line width and spacing specifications from your glass manufacturer before you finalize artwork. A logo that works at 0.3 mm line width on screen may require 0.8 mm minimum engraved line width for reliable glass emboss formation. Knowing this early saves mold iterations — and months.
Standardize Neck Finishes Across SKUs Before You Lock Accessory Molds
If you are launching multiple bottles that share closure types (droppers, applicators, caps), confirm a single neck finish standard before commissioning any closure molds. In this case, 15/415 across three SKUs meant shared engineering, reduced tooling costs, and simplified supply chain management.
Treat Sampling as Engineering, Not Aesthetics
Your first sample is a diagnostic tool. It reveals how glass flows in your mold, how the emboss forms at your wall thickness, and how the neck geometry behaves under your forming conditions. Approach it with engineering rigor — document every deviation, target one controlled iteration, and do not approve a sample until the functional specifications (dimensional tolerance, fitment, emboss depth) are met alongside the aesthetic ones.
Finishing Should Protect Formulas and Sell the Story
Post-processing decisions — UV protection, frosted vs. clear, surface coatings — should be made in the context of both formula chemistry and brand positioning. A frosted finish is not just beautiful; it may be the right protective choice for a light-sensitive serum. Make these decisions early, because they affect lead time and unit cost.
Plan Logistics Around Filling Location and Market Destination
If your products are filled in one region and sold in another, build this into your packaging timeline and specification from the start. Transit durability, labeling requirements, and documentation standards differ across markets. Your packaging partner should understand this operational reality — not just the bottle dimensions.
One Partner, One Standard
Managing glass suppliers, aluminum suppliers, closure suppliers, and finishing suppliers separately is not a cost-saving strategy — it is a coordination tax. Every additional vendor is another timeline, another QC standard, another point of failure. When your brand identity needs to appear consistently across glass and metal, a one-stop packaging supplier is not a luxury; it is a competitive advantage.
Why Jarsking: The Partnership That Goes From Drawing to Delivery
Why Jarsking: The Partnership That Goes From Drawing to Delivery
At Jarsking, we do not start by quoting. We start by asking: can this be made, and what would it take to make it right?
Our engagement with the brand behind this story began with that exact question — and it shaped every phase that followed. From the DFM review that defined the emboss constraints, to the fitment engineering that standardized the 15/415 neck across a five-SKU glass bottle system, to the parallel aluminum jar mold development that kept the brand’s visual identity unified across materials, Jarsking functioned as a technical co-creator — not a transactional supplier.
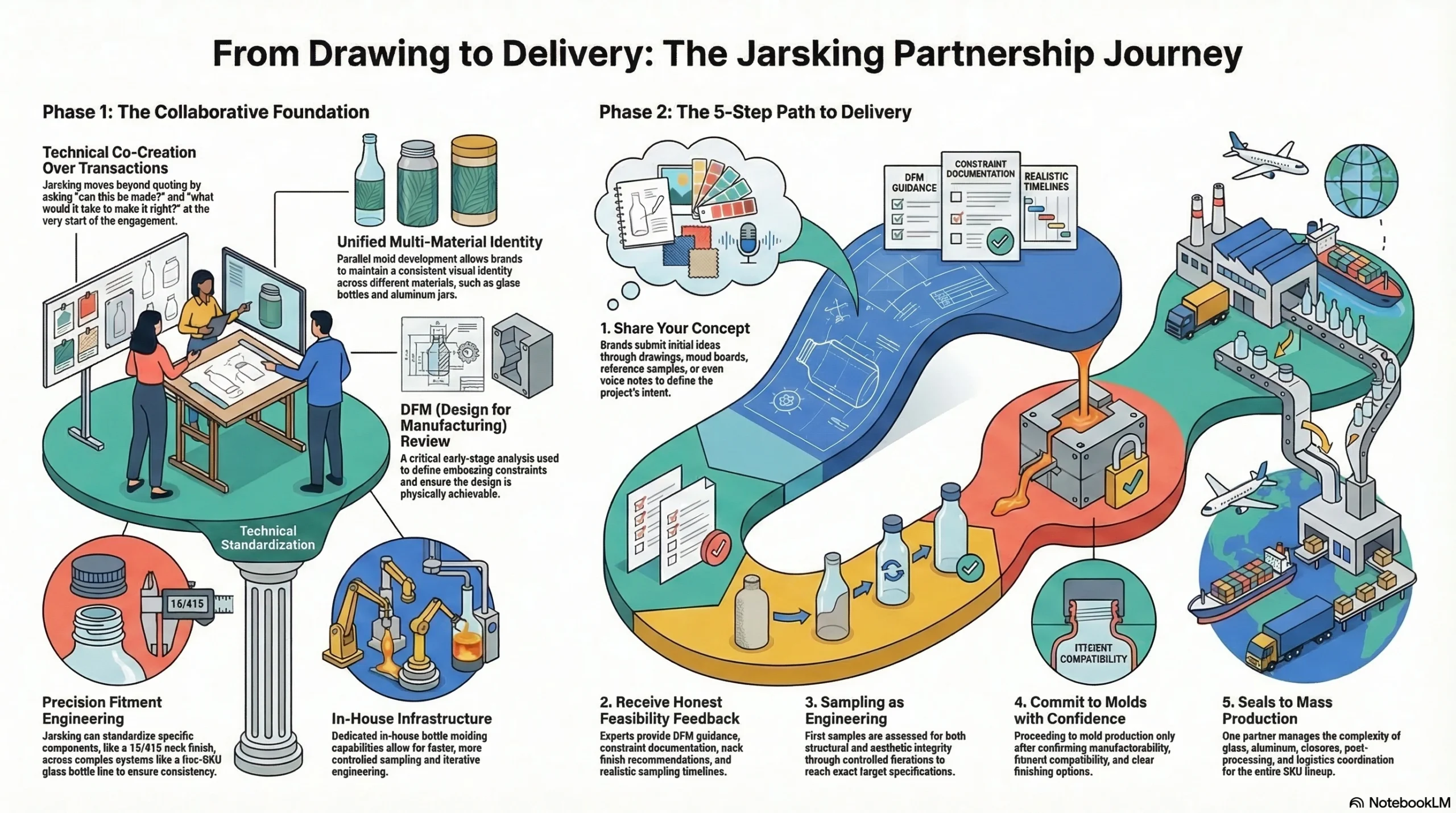
The path we offer every brand is the same:
- Send your concept — drawings, mood boards, reference samples, or a voice note explaining what you have in mind
- Receive honest feasibility feedback — DFM guidance, constraint documentation, neck finish recommendation, and a realistic sampling timeline
- Move through sampling as engineering — first samples assessed structurally and aesthetically; controlled iteration to target spec
- Commit to molds with confidence — knowing your design is manufacturable, your fitments are compatible, and your finishing options are clear
- Scale to mass production — with one partner managing glass, aluminum, closures, post-processing, and logistics coordination
If you are planning a packaging refresh with custom molds, explore how Jarsking has helped brands like this one at our Success Stories hub. For a deeper look at our in-house mold capabilities — the infrastructure that makes fast, controlled sampling possible — visit our facilities.
Conclusion: A Packaging System, Not a Single Bottle
What this brand came to Jarsking with was an idea that wouldn’t land — a beautiful, ambitious bottle concept that had circled the manufacturing process without finding a path through it.
What they are leaving with is something fundamentally more valuable: a scalable packaging system. Custom glass dropper bottles and toner bottles in confirmed shapes, moving into mold production. A 20 ml bottle family standardized on the 15/415 neck finish, with applicator and dropper closures engineered to match. An 85 ml double-layer aluminum jar family with embossed tooling committed and a deposit paid. Finishing options mapped to formula protection and brand positioning. And a timeline built around their commercial reality — not just manufacturing convenience.
This brand targets the European market with a DTC-first, content-led model. Speed, visual coherence, and packaging quality are not optional — they are the product. The packaging system Jarsking built with them supports all three.
If you are planning a similar packaging upgrade — multiple SKUs, custom molds, complex embossing, mixed materials — the first step is the same one this brand took: bring your drawings, your brief, and your questions.
Jarsking will help you make it real. Reach out to our team and start your feasibility review today.

FAQs
A 15/415 neck finish is an industry-standard designation for a bottle opening with a 15 mm diameter and a specific 415-series thread geometry. It matters because it determines which caps, droppers, and applicator assemblies are physically compatible with your bottle. When you standardize the same neck finish across multiple SKUs — for example, across a lip applicator bottle, a serum dropper bottle, and a roller-ball option — you reduce tooling costs (shared mold geometry for closures), minimize the risk of fitment failures on the filling line, and simplify future sourcing. Locking in your neck finish standard before you commission closure molds is one of the highest-leverage decisions in multi-SKU packaging development.
Yes — but only if the artwork is engineered for glass-forming conditions, not just designed for screen. When molten glass is pressed into a mold, very fine lines may not fully fill the engraved mold cavity, causing them to appear blurred or incomplete on the final bottle. Lines that are spaced too closely can merge entirely. The key constraints are minimum engraved line width (typically 0.8 mm or more for reliable formation, depending on glass thickness), adequate draft angles so the glass releases cleanly from the mold, and emboss depth calibrated to the thermal behavior of the glass at each position on the bottle. The right approach is a Design-for-Manufacture (DFM) review before any mold steel is cut — defining which logo elements are non-negotiable, which can be slightly simplified, and what the engineering floor is for your specific bottle geometry.
The full arc — from initial concept and feasibility review to mold commitment and first mass production run — typically spans two to four months for a well-managed custom glass bottle project. The breakdown generally looks like this:
| Stage | Typical Duration |
|---|---|
| Feasibility review + DFM alignment | 1–2 weeks |
| Trial mold production | 3–5 weeks |
| Sample assessment + mold adjustment | 1–2 weeks |
| Sample approval + mold sign-off | 1 week |
| Mass production run | 30–45 days |
Stock packaging uses existing mold geometries shared across many brands — it is faster, lower cost, and available at lower minimum order quantities (often 5,000–2,000 units). Private mold packaging means a custom mold is developed exclusively for your brand — no other company can use that bottle shape or emboss pattern. The trade-off is a higher upfront tooling investment, longer lead time, and higher MOQs (typically over 50,000 units depending on complexity).
For DTC skincare brands competing on visual identity and premium positioning — especially in markets like Europe where shelf and social differentiation is intense — private mold packaging is often the strategic choice at scale. Many brands start with stock packaging and transition to private molds once volume and brand positioning justify the investment.
Managing glass suppliers, aluminum suppliers, closure manufacturers, and finishing vendors separately creates what packaging professionals call a coordination tax — multiple timelines to manage, multiple QC standards to reconcile, and multiple points of failure when one component is delayed. When your brand’s logo needs to appear consistently embossed across both a glass serum bottle and an aluminum cream jar, separate suppliers introduce risk: different engineering teams interpreting the same artwork differently, different surface tolerances, and no single owner of the overall timeline.
A one-stop supplier like Jarsking manages the emboss specification, the artwork update, and the QC standard across both materials as a unified system — reducing lead time, maintaining visual consistency, and giving the brand a single communication channel for the entire packaging program.
Yes — once the mold development cost is fully paid, the mold belongs to the brand, not the manufacturer. In practice, the mold is physically stored and maintained at the manufacturer’s facility between production runs, as it requires controlled storage conditions and periodic maintenance (lubrication, inspection for wear) to remain in production-ready condition. Reputable manufacturers will document mold ownership clearly in the production agreement, specify storage and maintenance responsibilities, and provide the brand with audit visibility into the mold’s condition.
If you ever wish to transfer production to a different facility, you have the right to request your mold — though logistics and condition assessments apply. When planning a custom packaging project, always confirm mold ownership terms, storage policy, and estimated mold lifespan (number of production cycles before refurbishment is needed) before signing.




